+44 ( 0 ) 1254 775 238
contact@plastic-sheets.com+44 ( 0 ) 1254 775 238
contact@plastic-sheets.com
Ces notes d’orientation sont destinées au transformateur, et représentent les bonnes pratiques pour le stockage, le formage sous vide et la manipulation appropriés de nos feuilles stratifiées décoratives. Si vous avez des questions particulières qui ne sont pas abordées ici, ni dans nos 'Conseils pratiques', n’hésitez pas à nous contacter.
Chaque feuille stratifiée se compose de trois couches:
Film support de protection - Ce support doit être retiré avec précaution avant de placer la feuille dans la thermoformeuse. Pour ce faire, tirez simplement sur le film à angle aigu, en gardant la main près de la feuille pendant tout le temps que vous tirez sur le support. Ceci évitera de délaminer le film décoratif.
Film décoratif – Le film chromé ou le film orné de motifs/coloré. Ce film fait normalement entre 37 et 50 microns d’épaisseur et peut avoir un fini mat ou brillant. L’adhésion du film au substrat est améliorée après le thermoformage.
Substrat – Il s’agit du plastique à surface épaisse de haute qualité sur lequel les films sont laminés. Les matériaux normalement utilisés pour le substrat sont l’ABS (acrylonitrile butadiène styrène), l’OTP (oléfine thermoplastique), l’acrylique, etc.
Les feuilles doivent être manipulées avec précaution et stockées dans leur emballage d’origine afin d’éviter toute contamination. Le matériau ne doit pas être conservé à l’extérieur et les conditions extrêmes doivent être évitées, à savoir les températures inférieures à 0°C et supérieures à 25°C, et les taux d’humidité supérieurs à 80 %. Lorsqu’on utilise des matériaux hygroscopiques, tels que l’ABS, un séchage préalable à 60°C pendant 24 heures est souvent nécessaire afin de garantir la qualité optimale de la pièce finie.
Le formage de ces matériaux est le plus efficace avec un outillage en aluminium de bonne qualité et bien fini qui incorpore un contrôle thermique.
Pour de meilleurs résultats, il est préférable d’avoir des formes aux contours doux et aux angles de dépouille généreux. Les bords et coins tranchants doivent être évités, et le film ne doit pas être étiré de façon excessive. Il est possible d’obtenir des formes relativement profondes en utilisant des contours appropriés.
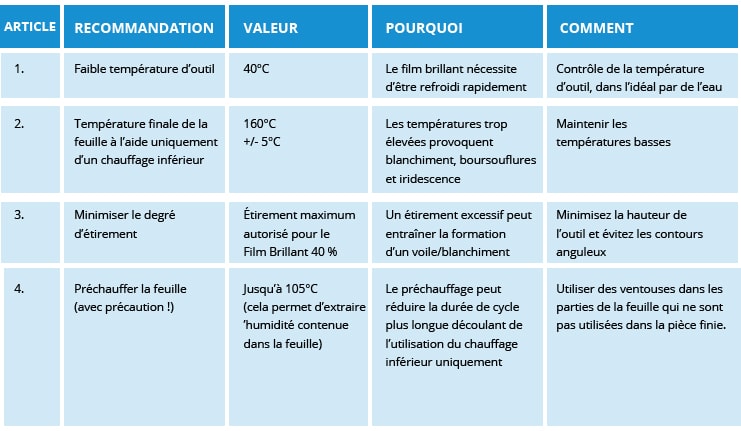
Vous trouverez ci-dessous les recommandations spécifiques pour le Chrome Brillant.
Comme avec toutes les surfaces décoratives, il convient de prendre garde en manipulant les pièces de ne pas endommager la surface finie. Le personnel doit porter des gants doux ou en latex et l’emboîtement des pièces finies doit être effectué avec précaution. Dans l’idéal, il y aurait lieu de placer du papier de soie ou un chiffon doux entre les pièces. L’emballage des pièces doit être réalisé de manière à minimiser tout mouvement des pièces pendant le transport.
La plupart des stratifiés sont facilement usinés pour produire une pièce finie et si nécessaire, leurs surfaces peuvent être imprimées. Nous vous recommandons de vous renseigner auprès des fournisseurs d’encres et de procéder à des essais avant de lancer la production.
Pour des recommandations concernant l’utilisation d’attaches, d’adhésifs et le nettoyage etc., veuillez consulter notre page 'Conseils pratiques'.
Notre Chrome Brillant est facile à mettre en forme (une version pour les applications plates est également disponible).
Pour de meilleurs résultats, en particulier avec le Chrome Brillant, il est préférable d’avoir des formes aux contours doux et aux angles de dépouille généreux. Les coins et bords tranchants doivent être évités, et le film ne doit pas être étiré de plus de 40 %. Il est possible d’obtenir des formes assez profondes en utilisant les contours appropriés.
Pour la mise en forme, le matériau Chromé Brillant doit être chauffé uniquement au moyen de chauffages inférieurs. Nous recommandons une température maximum de 154°C sur le côté brillant et de 165°C sur le côté ABS. Si la température de mise en forme est trop froide, trop chaude, ou si l’étirement est supérieur à 40 %, le métal contenu dans le film va se fissurer et le produit aura une apparence trouble (blanche ou grise).
Pour de plus amples renseignements à propos du produit Film Brillant, veuillez consulter le Bulletin Produit Soliant (005) et le Guide de transformation (Rev 20.08.02), afin d’en savoir plus à propos des propriétés du Film Brillant et de la mise en forme de la feuille stratifiée recouverte de Film Brillant.