+44 ( 0 ) 1254 775 238
contact@plastic-sheets.com+44 ( 0 ) 1254 775 238
contact@plastic-sheets.com
These notes are intended as a guide to the processor, as good practice for the proper storage, vacuum forming and handling of our decorative laminated sheet. If you have any specific questions that are not covered here, or in our ‘Handy Hints’, please do not hesitate to contact us.
Each laminated sheet usually comprises three component layers;
Protective Carrier Film - This carrier has to be removed carefully before placing the sheet in the thermoforming machine. To do this, simply pull at a sharp angle, with the hand close to the sheet the entire time that the carrier is being pulled. This will avoid de-laminating the decorative film.
Decorative Film – The chrome foil or patterned film/colour coat laminate. These are usually 37 to 50 microns thick and can have a gloss or a matt finish. The adhesion of the film to the substrate is enhanced following thermoforming.
Substrate – This is the thick high surface quality plastic that the foils are laminated to. Typical substrate materials are ABS, TPO, acrylic etc.
Sheets should be handled with care and stored in the original packing to prevent contamination. Material should not be stored outdoors and avoid extreme conditions; temperatures below 0°C and above 35°C, and humidity over 80%. Where materials are hygroscopic, such as ABS, pre-drying at 60°C for 24 hours is often necessary to guarantee optimal quality of the finished part.
These materials form best with good quality well finished aluminium tooling that incorporates temperature control.
For the best results, designs with gentle contours and generous draft angles are desirable. Sharp corners and edges should be avoided, and the foil should not be over-stretched. It is possible to achieve quite deep designs by utilising appropriate contours.
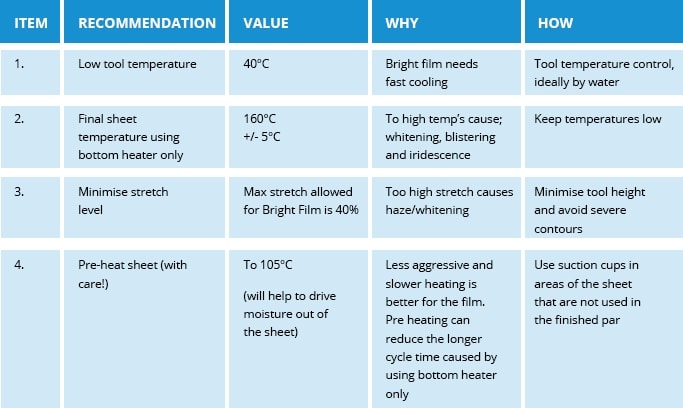
Specific recommendations for Bright Chrome can be found below.
As with all decorative surfaces, care must be taken when handling parts to avoid damage to the finished surface. Personnel should wear soft or latex gloves and nesting of finished parts should be done with care, ideally soft tissue or cloth should be placed between parts. Packaging should be such that movement of parts in transit is minimised.
Most laminates are easily machined to produce a finished part and where required, surfaces can be printed. It is recommended that you seek advice from ink suppliers and conduct trials before production.
For guidelines regarding the use of fasteners, adhesives and cleaning etc, please see our ‘Handy Hints’ page.
Our Bright Chrome is readily formable (a version for flat applications is also available).
For the best results, particularly with the Bright Chrome, designs with gentle contours and generous draft angles are desirable. Sharp corners and edges should be avoided, and the foil not be stretched by more than 40%. It is possible to achieve quite deep designs by utilising appropriate contours.
When forming, the Bright Chrome material should be heated using bottom heaters only. It is best to target, but not exceed 154°C (310°F) on the Bright side and 165°C (330°F) on the ABS side. If the forming temperature is too cool, too hot, or the stretch exceeds 40% the metal in the foil will start to fracture and the product appear hazy (white or grey).
For further information about the Bright Film product please refer to the Soliant Product Bulletin (005) and the Processing Guide (Rev 20.08.02), to discover more about the properties of the Bright Film and the forming of the Bright Film laminated sheet.