+44 ( 0 ) 1254 775 238
contact@plastic-sheets.com+44 ( 0 ) 1254 775 238
contact@plastic-sheets.com
Diese Anmerkungen dienen als Leitlinie für den Bearbeiter, als bewährte Praxis für ordnungsgemäße Lagerung, Vakuumformung und Umgang mit unserer dekorativen laminierten Platte. Falls Sie spezifische Fragen haben, die hier oder in unseren 'nützlichen Hinweisen' nicht abgehandelt werden, können Sie gerne mit uns Kontakt aufnehmen.
Jede laminierte Platte besteht gewöhnlich aus drei Schichten:
Schutzträgerfolie - Dieser Träger muss vorsichtig entfernt werden, bevor die Platte in die Thermoformmaschine gelegt wird. Hierzu ziehen Sie sie einfach in einem steilen Winkel und lassen Sie die Hand nah an der Platte, so lange der Träger gezogen wird. Dies verhindert, dass die Dekorfilmschicht abgelöst wird.
Dekorfilm – Die Chromfolie oder gemusterte Folie/das Farbschichtlaminat. Diese sind gewöhnlich 37 bis 50 Mikrometer stark und können eine Hochglanz- oder Mattoberfläche haben. Nach dem Thermoformen entsteht eine verbesserte Verklebung des Films mit dem Substrat.
Substrat – Dies ist der dicke Kunststoff mit hoher Oberflächengüte, auf den die Folien laminiert werden. Häufig verwendete Materialien sind ABS, TPO, Acryl usw.
Platten sollten behutsam gehandhabt und in der Originalverpackung gelagert werden, um Verschmutzung zu vermeiden. Material sollte nicht im Freien gelagert werden. Extreme Lagerungsbedingungen sind zu vermeiden: Temperaturen unter 0 °C und über 35 °C und Luftfeuchtigkeit über 80 %. Bei hygroskopischen Materialien wie etwa ABS ist oft Vortrocknen bei 60 °C über 24 Stunden erforderlich, um optimale Qualität des bearbeiteten Teils zu gewährleisten.
Diese Materialen lassen sich am besten mit hochwertigen Aluminiumwerkzeugen von verlässlicher Qualität umformen, die Temperaturkontrolle ermöglichen.
Für die besten Ergebnisse sind Bauformen mit sanften Konturen und großzügige Entformungswinkel zu empfehlen. Scharfe Ecken und Ränder sind zu vermeiden, und die Folie sollte nicht überspannt werden. Es ist möglich, recht tiefe Bauformen zu erreichen, indem entsprechende Konturen verwendet werden.
Spezifische Empfehlungen für Glanzchrom finden Sie nachstehend.
Wie bei allen dekorativen Oberflächen ist mit den Teilen vorsichtig umzugehen, um eine Beschädigung der bearbeiteten Oberfläche zu vermeiden. Das Personal sollte weiche oder Latexhandschuhe tragen, und die Verschachtelung von bearbeiteten Teilen sollte behutsam erfolgen. Idealerweise sollte weiches Papier oder Stoff zwischen die Teile gelegt werden. Die Teile sollten derart verpackt werden, dass sie sich während des Transports so wenig wie möglich bewegen können.
Die meisten Laminate lassen sich leicht zur Anfertigung eines Fertigteils bearbeiten. Bei Bedarf können Oberflächen auch bedruckt werden. Es ist anzuraten, dass Sie sich vor der Produktion von Druckfarbenlieferanten beraten lassen und Versuche durchführen.
Für Anleitungen bezüglich der Verwendung von Verbindungsmaterialien, Haftklebern und Reinigungsmitteln etc. sehen Sie sich bitte unsere Seite mit 'nützlichen Hinweisen' an.
Unser Granzchrom ist leicht umformbar (eine Version für flache Anwendung ist ebenso verfügbar)
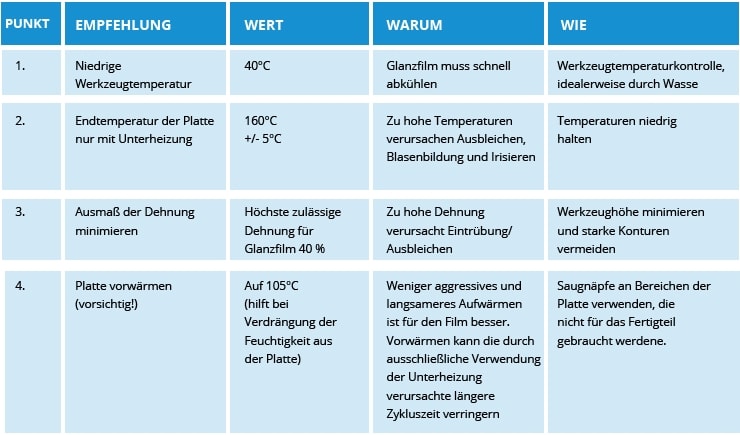
Für die besten Ergebnisse, insbesondere bei Glanzchrom, sind Bauformen mit sanften Konturen und großzügige Entformungswinkel zu empfehlen. Scharfe Ecken und Ränder sind zu vermeiden, und die Folie sollte nicht um mehr als 40 % gedehnt werden. Es ist möglich, recht tiefe Bauformen zu erreichen, indem entsprechende Konturen verwendet werden.
Beim Umformen sollte das Glanzchrommaterial nur mit Unterheizung erwärmt werden. Am besten versucht man, auf der Glanzseite 154 °C (310 °F) und auf der ABS-Seite 165 °C (330 °F) zu erreichen, ohne diese Temperaturen jedoch zu überschreiten. Wenn die Umformtemperatur zu kühl bzw. zu heiß ist oder die Dehnung 40 % überschreitet, bricht das Metall in der Folie auf und das Produkt erscheint eingetrübt (weiß oder grau).
Weitere Informationen zum Glanzfilmprodukt entnehmen Sie bitte dem Soliant-Produktdatenblatt (005) und der Verarbeitungsanleitung (Rev. 20.08.02), um mehr über die Eigenschaften des Glanzfilms und das Umformen der mit Glanzfilm laminierten Platte zu erfahren.